








产品系列
Product series
- 配料系统
- 双螺杆造粒机
- 双阶造粒机
- 密炼单螺杆造粒机
- 密炼双螺杆造粒机
- 密炼双阶造粒机
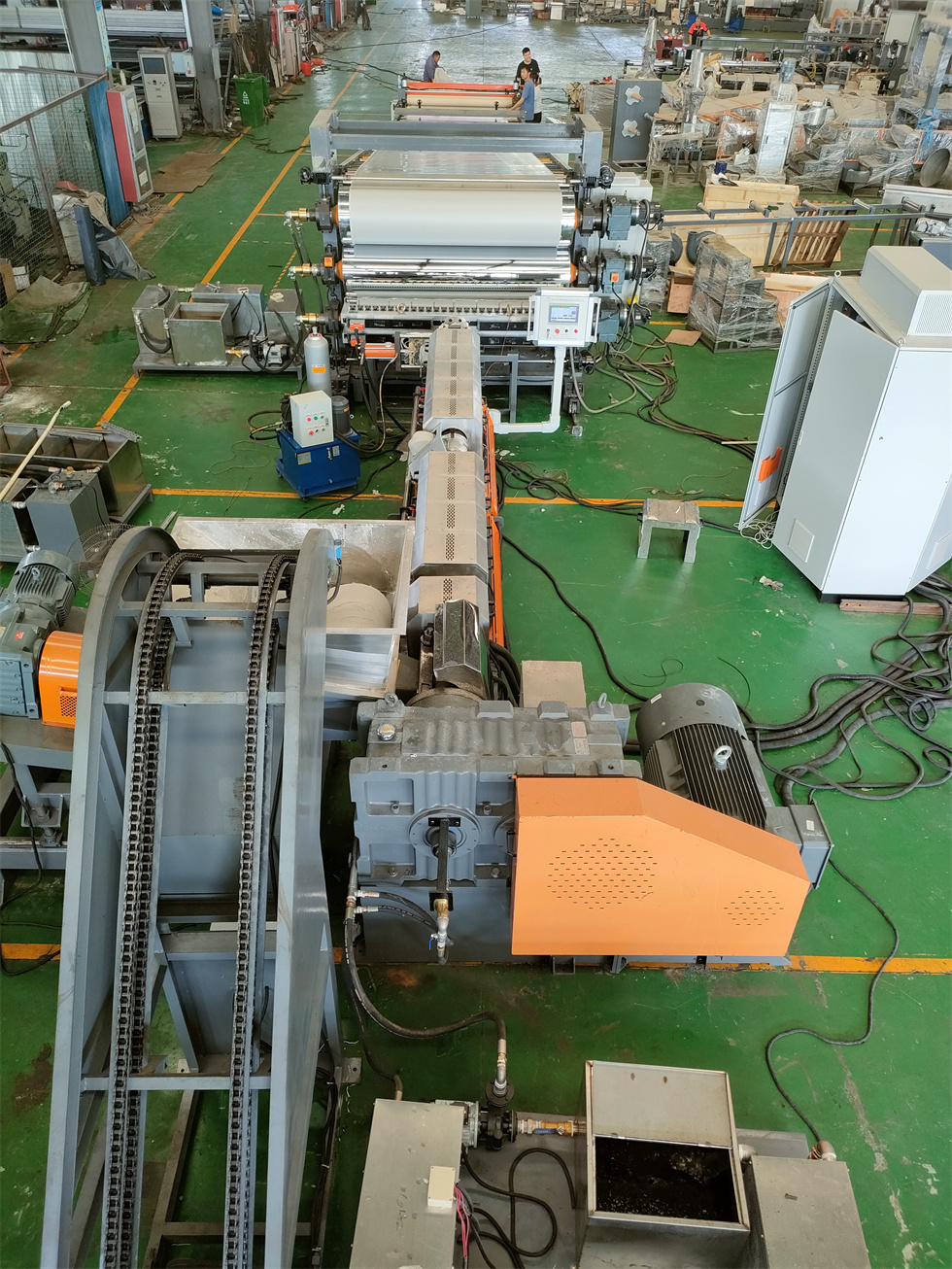
- 单双螺杆片材挤出机
- 密炼单螺杆片材挤出机

服务热线
13862672536
13862672536
产品系列
Product series
工程案例
Engineering case

玖德隆机械(昆山)有限公司专业生产:片材生产线,塑料片材生产线,POE片材生产线,橡胶片材挤出机,EVA片材生产线,PVC片材生产线, PP片材生产线,PE片材生产线,PET片材生产线,PC片材生产线,多层片材生产线_ABS片材生产线,吸塑片材生产线,等设备的设计与制造,拥有资深的挤出机组科研人员,先进的加工设备,现代…【详细介绍】
Copyright © 玖德隆机械(昆山)有限公司 ? ??
座机:13862672536 手机:13862672536公司邮箱:hkb@jiudl.com
公司地址:安徽省蚌埠市铜陵产业园梨园大道南侧
备案序号:苏ICP备15014382号-3